The global demand for Fire Rated LED Strip Lights has witnessed an exponential surge over the last decade. As urbanization accelerates, the architectural industry is shifting its focus from purely aesthetic lighting to functional safety components. In modern construction—ranging from skyscrapers in New York to sprawling commercial malls in Dubai—fire safety is no longer optional; it is a fundamental regulatory requirement. Fire-rated lighting systems are engineered to maintain structural integrity and prevent the spread of flames during emergencies, providing critical illumination for evacuation routes.
In industrial sectors, such as oil and gas refineries, chemical processing plants, and marine environments, the stakes are even higher. These facilities require lighting that can withstand extreme thermal stress. As a leading Custom OEM Fire Rated LED Strip Lights Manufacturer, we recognize that our products are often the first line of defense in safety protocols, ensuring that "Life Safety" standards are met without compromising on the efficiency or color quality of LED technology.
Market Growth YoY
Min Fire Rating
Export Countries
The integration of IoT (Internet of Things) with fire-rated systems allows for "intelligent evacuation." Modern LED strips can now change color or pulse patterns automatically when connected to a fire alarm system.
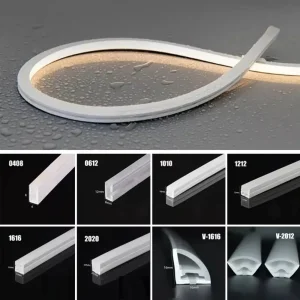
The move toward halogen-free, low-smoke (LSZH) materials is a major trend. We utilize premium silicone and specialized fire-resistant coatings that do not emit toxic fumes when exposed to high heat.
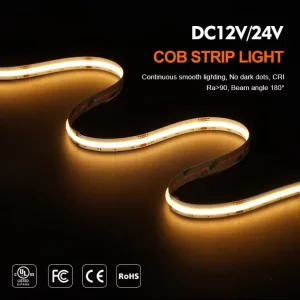
Transitioning from SMD to COB (Chip on Board) provides dotless illumination, which is crucial for high-end architectural aesthetics while maintaining a compact, heat-dissipating fire-rated profile.
Furthermore, the global energy crisis has pushed manufacturers to increase the lumens-per-watt ratio. Today’s fire-rated strips are not just safer; they are significantly more energy-efficient than their predecessors. As an exporter, we see a growing trend in the European and North American markets for products that carry both high energy labels and stringent fire safety certifications such as UL94-V0 and BS476.
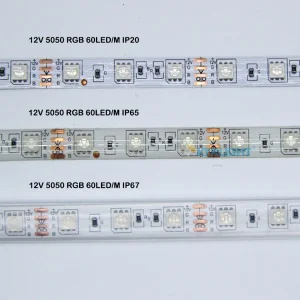
Global B2B buyers—including electrical wholesalers, large-scale construction contractors, and interior design firms—seek more than just a product. They look for reliability and customization. Our OEM/ODM services allow clients to specify color temperatures (from 2200K to 6500K), IP ratings (from IP20 to IP68), and specific fire resistance durations (30, 60, or 120 minutes). In the procurement cycle, the availability of comprehensive testing reports and international certifications is the primary driver for long-term partnerships.
As a specialized manufacturer based in the heart of China's lighting hub, we offer a unique blend of technological prowess and cost-efficiency. Our factory utilizes high-speed SMT lines and automated silicone extrusion processes that ensure every inch of the LED strip meets the required fire rating. Choosing a direct Chinese factory like ours provides several strategic advantages:
From PCB design to final fire-resistant coating, we control the entire supply chain, ensuring consistent quality and competitive pricing.
Our R&D team can turn a custom specification into a physical sample within 7 days, allowing our clients to stay ahead of project deadlines.
We stay updated with the latest international standards (CE, RoHS, ETL, UL), making the import process seamless for our global partners.
Hangzhou Halo Light Co., Ltd. has steadily evolved into a competitive LED strip light manufacturer, specializing in advanced Neon Flex, SMD, and COB LED lighting solutions for global markets. Since its establishment, the company has focused on combining innovation, quality manufacturing, and customer-oriented service to meet the growing demand for energy-efficient and flexible lighting systems.

Based in Hangzhou, a key center for technology and manufacturing in China, Halo Light operates a modern production facility equipped with automated assembly lines and strict quality control processes. Over the years, the company has built a professional team of engineers and technicians dedicated to continuous product development and performance optimization.

With a strong emphasis on research and development, Hangzhou Halo Light has expanded its product range from standard LED strip lights to high-density COB strips, durable Neon Flex solutions, and intelligent lighting systems suitable for architectural, commercial, and residential applications. Its products are widely recognized for their stability, brightness consistency, and long service life.
Driven by global market trends and sustainable development goals, the company continues to enhance its manufacturing capabilities and expand its international presence, aiming to deliver reliable, efficient, and innovative LED lighting solutions worldwide.