The global lighting industry has witnessed a paradigm shift toward Backlit LED Strip Lights, evolving from simple accent illumination to a primary architectural element. As a leading supplier and exporter, we have observed that backlit solutions are no longer just about visibility; they are about creating depth, atmosphere, and functionality in modern design.
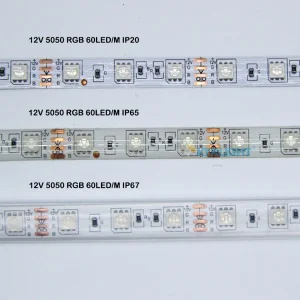
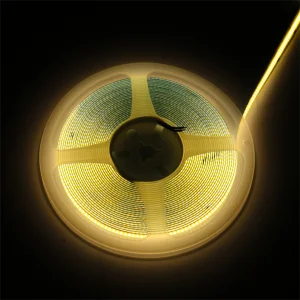
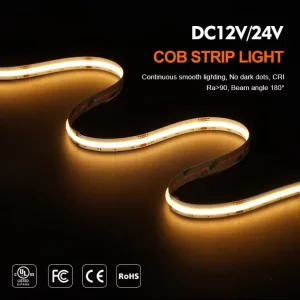
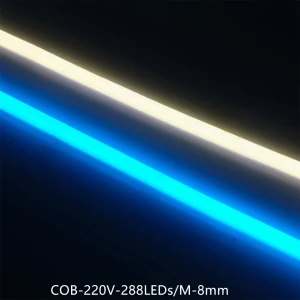
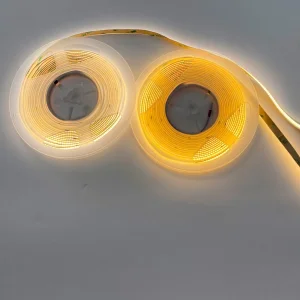
Today, industries ranging from high-end retail to industrial automation demand high-density COB (Chip on Board) and SMD (Surface Mounted Device) strips that offer seamless, dotless illumination. The transition from traditional backlighting to smart, addressable (RGBIC) systems has revolutionized how commercial spaces interact with users.

Annual Growth in LED Market
Highest Waterproof Standards
High CRI for Color Accuracy
Hours Average Lifespan
In the current industrial climate, North America and Europe remain the largest importers of high-quality LED components, with a strict focus on ETL, CE, and RoHS certifications. Meanwhile, the Asia-Pacific region is the powerhouse of innovation and manufacturing, led by tech-driven hubs like Hangzhou, China.
Circadian-friendly lighting that adjusts color temperature (CCT) throughout the day to improve human well-being and productivity in office environments.
Compatibility with universal smart home protocols like Matter, allowing LED strips to sync seamlessly with AI assistants and complex automation ecosystems.
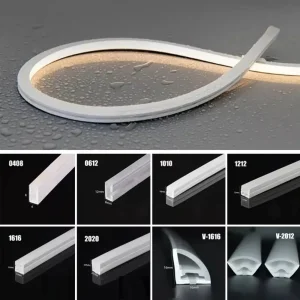
Shifting toward food-grade silicone for Neon Flex and biodegradable packaging, reducing the environmental footprint of large-scale commercial installs.
Ultra-thin 3mm or 5mm PCBs that allow backlighting in extremely tight spaces like cabinetry, jewelry displays, and thin signage.
As a premier LED strip light manufacturer in Hangzhou, we understand the specific needs of global B2B buyers. The core advantages of sourcing directly from our factory include:

Backlit mirrors and headboard accent lighting using high-CRI warm white strips to create a luxury guest experience.
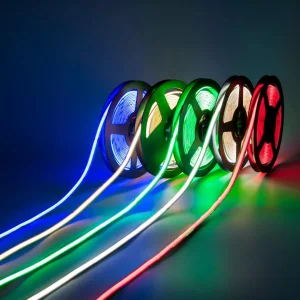
360-degree emitting Neon Flex for brand logos and window displays that require uniform light from all angles.
High-voltage COB strips for warehouse safety pathways and machinery internal illumination with dustproof IP65 protection.
Addressable RGBW IC strips for TV backlighting (Ambilight effect) and gaming room immersive environments.
Hangzhou Halo Light Co., Ltd. has steadily evolved into a competitive LED strip light manufacturer, specializing in advanced Neon Flex, SMD, and COB LED lighting solutions for global markets. Since its establishment, the company has focused on combining innovation, quality manufacturing, and customer-oriented service to meet the growing demand for energy-efficient and flexible lighting systems.
Based in Hangzhou, a key center for technology and manufacturing in China, Halo Light operates a modern production facility equipped with automated assembly lines and strict quality control processes. Over the years, the company has built a professional team of engineers and technicians dedicated to continuous product development and performance optimization.
With a strong emphasis on research and development, Hangzhou Halo Light has expanded its product range from standard LED strip lights to high-density COB strips, durable Neon Flex solutions, and intelligent lighting systems suitable for architectural, commercial, and residential applications. Its products are widely recognized for their stability, brightness consistency, and long service life.
Driven by global market trends and sustainable development goals, the company continues to enhance its manufacturing capabilities and expand its international presence, aiming to deliver reliable, efficient, and innovative LED lighting solutions worldwide.