The global food processing industry is undergoing a paradigm shift towards higher hygiene standards and smarter automation. Central to this evolution is the role of Food Grade LED Strip Lights. Unlike standard lighting, food-grade solutions must adhere to stringent regulations such as FDA compliance, NSF certification, and HACCP (Hazard Analysis and Critical Control Points) standards. In North America and Europe, the demand for non-toxic, shatterproof, and chemical-resistant lighting has reached an all-time high, driven by the need to ensure zero contamination in meat processing, dairy production, and pharmaceutical packaging.
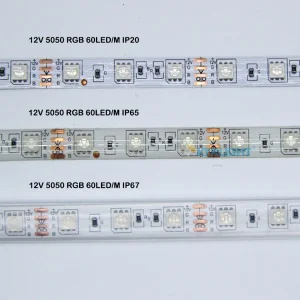
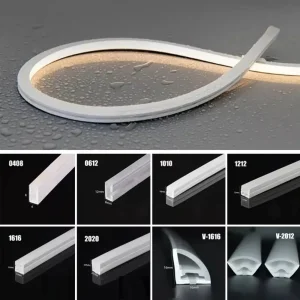
Industrial facilities are moving away from traditional fluorescent tubes, which pose mercury risks, toward integrated silicone-extruded LED strips. These products offer IP69K protection, allowing them to withstand high-pressure, high-temperature washdowns—a daily necessity in food safety protocols. Today, the global market is not just looking for light; it is looking for "safety-as-a-service," where lighting components are as cleanable and durable as the stainless steel machinery they illuminate.
Meeting FDA, NSF, and CE standards for direct and indirect food contact environments.
IP68 and IP69K ratings for immersion and high-pressure steam cleaning resistance.
Silicone materials that resist corrosion from acidic food juices and harsh detergents.
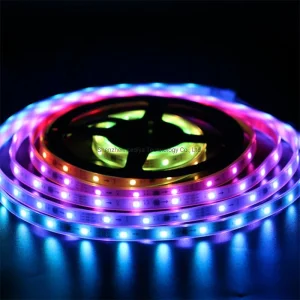
The future of Food Grade LED Strip Lights Manufacturer innovation lies in three key areas: Smart Integration, Spectral Purity, and Sustainability. As "Industry 4.0" takes hold, LED strips are no longer static. We are seeing a trend toward IoT-enabled strips that can signal equipment status through color changes (e.g., RGBIC strips) or adjust intensity based on worker circadian rhythms to improve productivity and reduce errors.
Global procurement teams from supermarkets, commercial kitchens, and large-scale agricultural plants have distinct requirements. In the Middle East, high-temperature resistance is paramount; in Northern Europe, performance in cryogenic cold storage (-50°C) is the priority. Our Food Grade LED Strips are designed to meet these localized challenges.
Low-voltage DC24V strips that remain flexible and bright in sub-zero temperatures, preventing cracked housings and electrical failures.
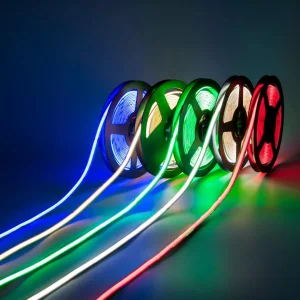
Oil-resistant and easy-to-clean silicone neon flex that provides shadow-free task lighting over preparation areas.
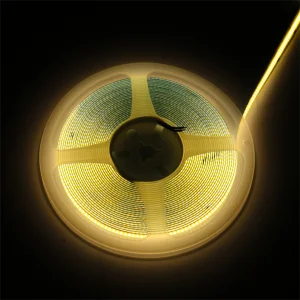
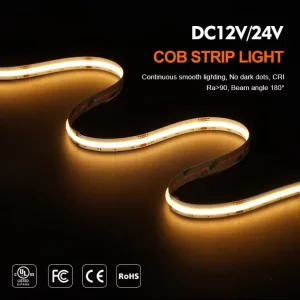
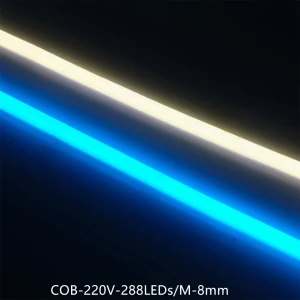
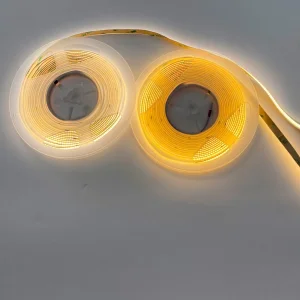
High-density COB strips used in meat and produce cases to enhance the natural colors of food, influencing consumer purchasing decisions.

Partnering with a leading China Food Grade LED Strip Light Manufacturer like Hangzhou Halo Light offers unmatched strategic advantages. China’s supply chain ecosystem allows for rapid prototyping and mass customization that Western manufacturers often cannot match.
Hangzhou Halo Light Co., Ltd. has steadily evolved into a competitive LED strip light manufacturer, specializing in advanced Neon Flex, SMD, and COB LED lighting solutions for global markets. Since its establishment, the company has focused on combining innovation, quality manufacturing, and customer-oriented service to meet the growing demand for energy-efficient and flexible lighting systems.

Based in Hangzhou, a key center for technology and manufacturing in China, Halo Light operates a modern production facility equipped with automated assembly lines and strict quality control processes. Over the years, the company has built a professional team of engineers and technicians dedicated to continuous product development and performance optimization.
With a strong emphasis on research and development, Hangzhou Halo Light has expanded its product range from standard LED strip lights to high-density COB strips, durable Neon Flex solutions, and intelligent lighting systems suitable for architectural, commercial, and residential applications. Its products are widely recognized for their stability, brightness consistency, and long service life.
Driven by global market trends and sustainable development goals, the company continues to enhance its manufacturing capabilities and expand its international presence, aiming to deliver reliable, efficient, and innovative LED lighting solutions worldwide.